
COLUMN技術コラム
[No.39] 金属3Dプリンターの残留応力が品質へ及ぼす影響① - 基本形状 -
2019.09.02
3Dプリント 金属造形
金属3Dプリンターでは、金属粉末の溶融・凝固を通して造形品が形成されるため、温度変化の範囲が広くなります。そのため、温度が上がれば膨張し、下がれば収縮するという金属の性質に品質が大きく影響されます。
 Fig.1 造形品レイアウト
Fig.1 造形品レイアウト
 Fig.2 収縮とそりの関係性
Fig.2 収縮とそりの関係性
パウダーベッド方式の金属3Dプリンターにおいて、Fig.1に示すように、造形品がビルドプレートの上に積層される状態を想定します。造形開始後に金属粉末はレーザーにより溶融され液体から固体に変化した時点でビルドプレートに拘束されます。その後の造形過程において、凝固した直後の非常に高温な状態から冷却が進むにつれて、造形品は収縮しようとしますが、ビルドプレートによる拘束によって十分に収縮できません。その結果、Fig.2のような力が発生します。ビルドプレートの剛性に対して造形品の収縮する力が大きければ、ビルドプレートにそりが発生し造形品共々変形します。常温まで冷えた段階で変形は止まりますが、発生した力は残留応力としてかかり続けています。
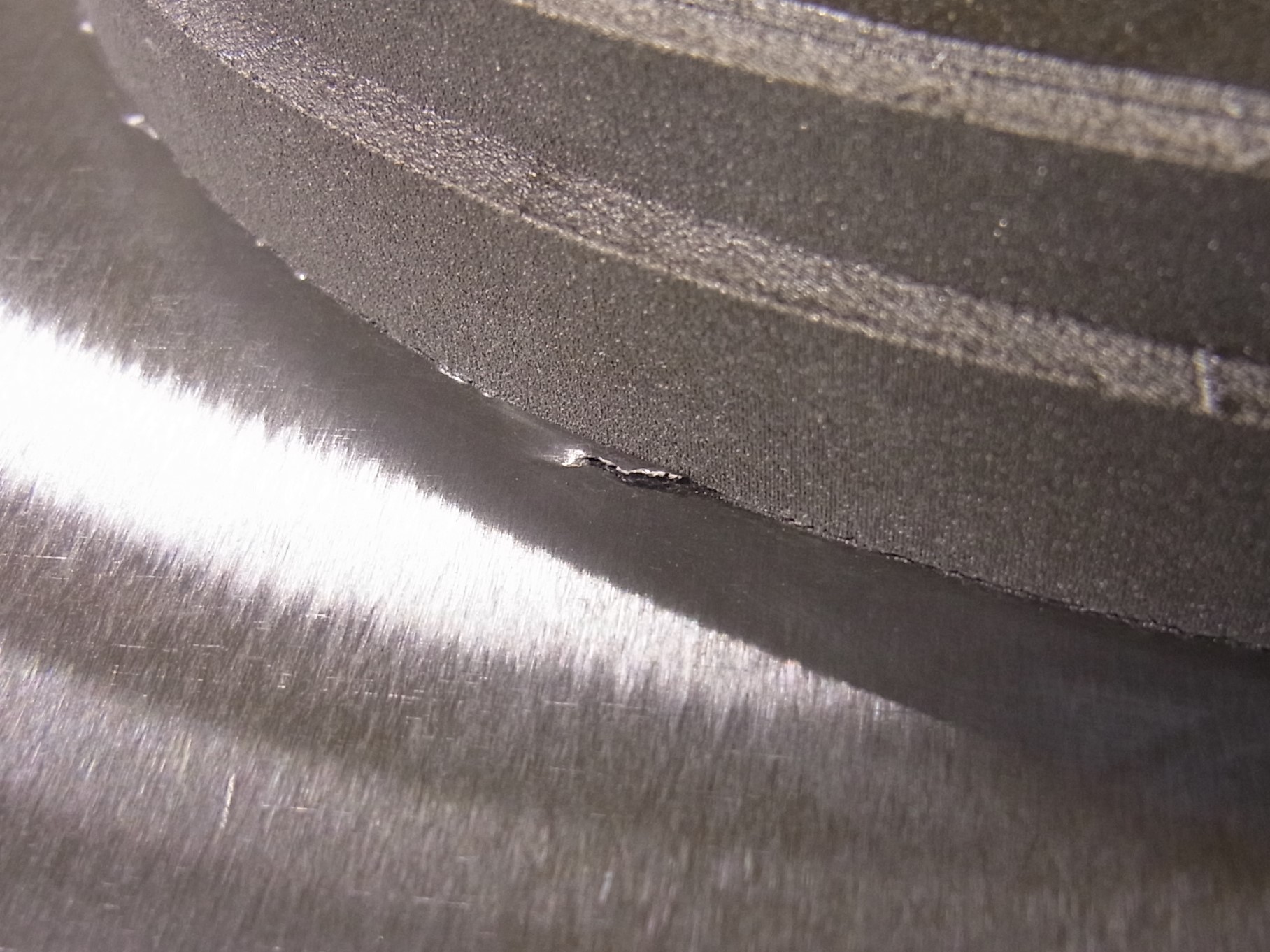 Fig.3 造形品のそりによるビルドプレートからの剥離
Fig.3 造形品のそりによるビルドプレートからの剥離
金属3Dプリンターにおける残留応力によるそりの影響は大きく、造形後にはFig.3のようにビルドプレートからの剥離を引き起こし、造形品自体に割れが発生する場合があります。そのため、形状に応じて剥離を防ぐ補強構造を追加する等の対策が必要です。また、ビルドプレートから切り離す際に残留応力が解放され、造形品にそりが発生する場合があります。そりの抑制対策は、ビルドプレートから切り離す前に歪み取り熱処理を行って残留応力を軽減する方法、造形時に予熱を行って残留応力を軽減する方法、変形の傾向が事前に予測可能であれば、変形を見越した形状にプリフォームをかけて設計を行う方法等が挙げられます。
金属粉末の溶融・凝固を通して造形品が形成される工法であるため、熱による膨張・収縮を繰り返して残留応力が蓄積されることは避けられません。形状に合わせてそりを抑制するための対策を打つことが重要です。
関連コラム
-
2019.08.23
3Dプリント 金属造形
金属3Dプリンターのオーバーハングが及ぼす下面の品質への影響
-
2019.08.05
3Dプリント 金属造形
パウダーベッド方式の金属3DプリンターでのDfAM - 横穴形状 -
-

2019.07.22
3Dプリント 金属造形
パウダーベッド方式の金属3DプリンターでのDfAM - サポートが必要な理由② -
