
COLUMN技術コラム
[No.36] パウダーベッド方式の金属3DプリンターでのDfAM - 横穴形状 -
2019.08.05
3Dプリント 金属造形
No.33、No.34にて、浅い角度のオーバーハング形状にはサポートが必要であると説明しました。今回は製品設計の工夫でサポートの付与を回避する具体的な手法(DfAM)を紹介します。
 |
 |
 |
| Fig.1 穴形状モデル | Fig.2 縦穴配置 | Fig.3 横穴配置 |
Fig.1に示したような、円形の穴が空いている形状の造形時の配置を検討します。Fig.2の造形配置の場合、縦穴となりオーバーハングが存在しません。しかしFig.3の造形配置の場合、横穴となるためオーバーハングが発生します。
 Fig.4 造形途中で生じるオーバーハング
Fig.4 造形途中で生じるオーバーハング
Fig.4は、Fig.3の造形途中の状態を表しています。赤丸で示した部分のように、穴の天井付近ではオーバーハング角度が0°に近づいていきます。横穴の直径が大きい場合には、内部にサポートを設置しないと造形停止の可能性が高まります。横穴直径や周辺形状の状況により、サポートなしで造形することが可能ですが、オーバーハング部の面が荒れてしまうという事象が発生するため注意が必要です。したがって、Fig.2のように、造形方向を工夫して配置することで、可能な限り横穴を縦穴にして造形するのが一般的な対応方法です。しかし配置による回避が不可能な場合、製品の仕様を満たす範囲内でDfAMを行うことで、不要なサポートの付与を回避することが可能です。
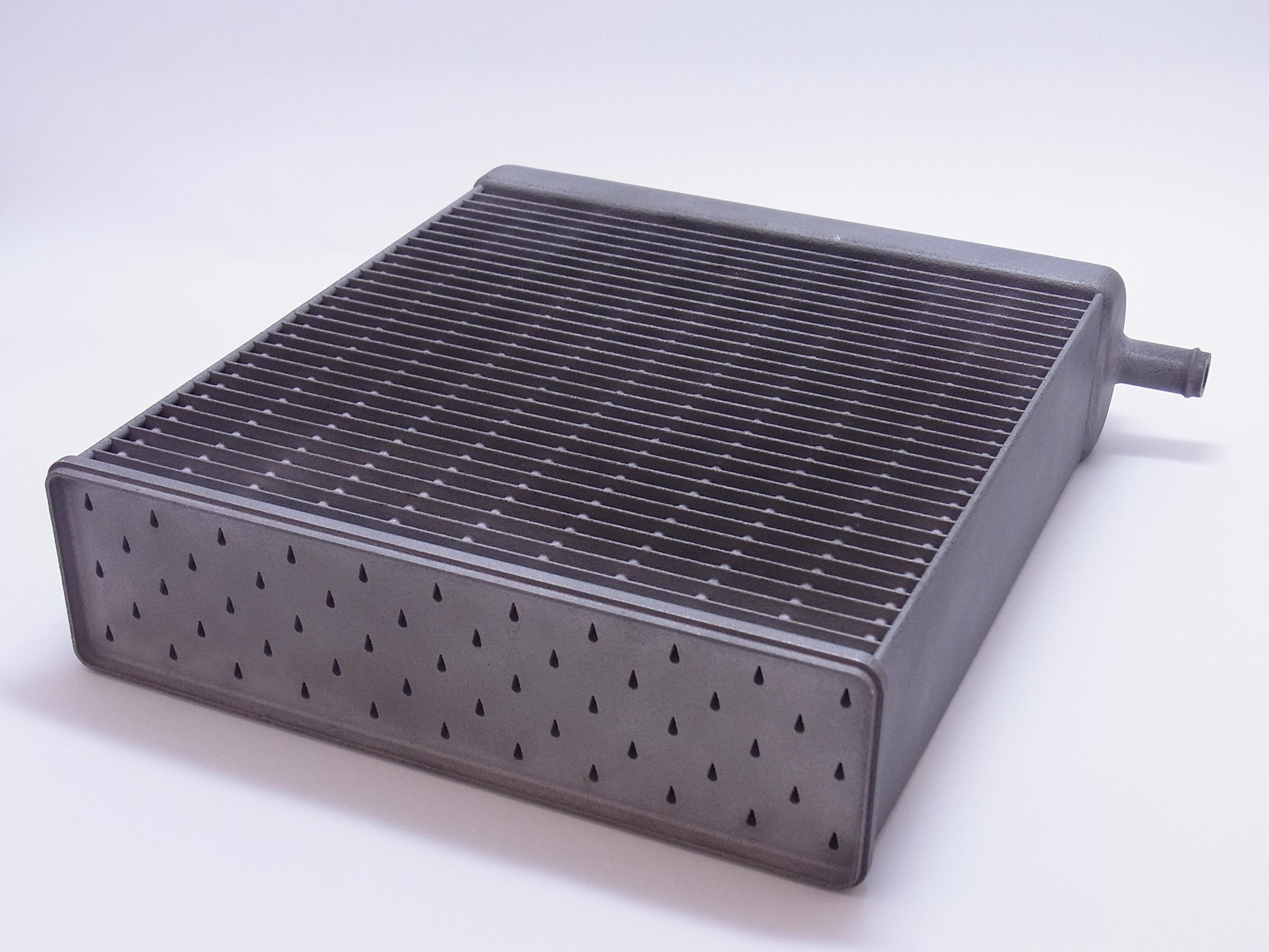 Fig.5 DfAMが適用された熱交換器
Fig.5 DfAMが適用された熱交換器
 Fig.6 涙形横穴拡大画像
Fig.6 涙形横穴拡大画像
Fig.5、Fig.6にDfAMによって形状最適化された熱交換器のサンプルを示します。内部流路が直交しており、造形配置のみでは横穴を回避できません。そのため、内部流路を涙形にすることでオーバーハング角度を大きくし、造形停止などの不具合や穴の天井部の面荒れを防いでいます。
関連コラム
-

2019.07.22
3Dプリント 金属造形
パウダーベッド方式の金属3DプリンターでのDfAM - サポートが必要な理由② -
-

2019.07.15
3Dプリント 金属造形
パウダーベッド方式の金属3DプリンターでのDfAM - サポートが必要な理由① -
-
2019.06.19
3Dプリント 金属造形
金属3Dプリントの微細形状の造形限界
