
COLUMN技術コラム
[No.21] アルミニウム造形品のスキャンストラテジーと金属組織の関係
2018.11.15
3Dプリント 金属造形
金属3Dプリントでは、レーザースキャンにより生じるビードを並べて面を形成しその面を積層して立体物を造形します。
粉末床溶融結合(powder bed fusion)タイプのレーザースキャン1本の線幅はおよそ100㎛前後であるため、造形中は、局所的な溶融・凝固が高速で繰り返されています。
そのため、スキャンストラテジー(スキャンの長さ、方向、回数などのパターン)によって金属組織が異なることが知られています。
L.Thijs[1]らがAlSi10Mgに適用したスキャンストラテジーのうちの3つをFig.1に示します。
各ストラテジーは (a)一方向、(b)同一層内で90°回転させるダブルスキャン、(c)隣り合う小さな領域で90°回転させるアイランドストラテジーとなります。
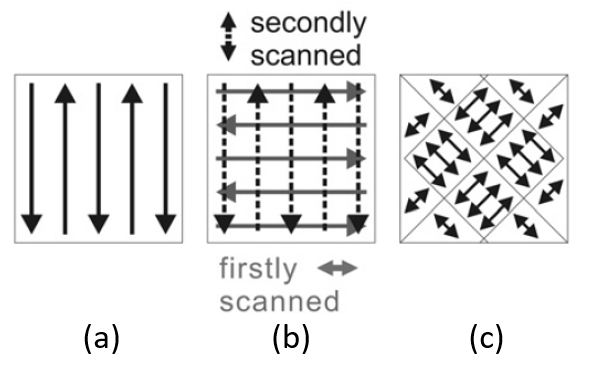 Fig.1 3種類のスキャンストラテジー [1]
Fig.1 3種類のスキャンストラテジー [1]
 Fig.2 各試料の極点図と逆極点図(BD=Build Direction,
Fig.2 各試料の極点図と逆極点図(BD=Build Direction,
SD=Scan Direction, TD=Transverse Direction ) [1]
上記3つのストラテジーによって造形された試料の極点図及び逆極点図をFig.2に示します。
(a)の逆極点図から、試料が長いベクトルでスキャンされ、スキャン方向が各層について同じに保たれる場合スキャン方向(SD)に沿った強い<100>方向の集合組織と、積層方向(BD)に沿ったより弱い<110>方向の集合組織が生じることが確認されます。
残りの逆極点図の強度が低いことから、(a)は繊維状の組織を持つことが示されています。
一方で、スキャン方向を回転させた(b)(c)では、極点図を見て分かる通り、(a)と比較して各面の配向性が低くなっており一方向のスキャンを重ねるよりも、スキャン方向を回転させることで結晶組織の異方性が軽減されるということが示されています。
[1] LoreThijs et al., Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder, Acta Materialia, 2013; Vol. 61: p1809
関連コラム
-
2018.11.01
3Dプリント 金属造形
アルミニウム造形品の微細組織
-
2018.10.15
3Dプリント 金属造形
Ni基超合金の造形とHIP処理の必要性
-
2018.10.01
3Dプリント 金属造形
銅の造形
