
COLUMN技術コラム
- ホーム /
- 技術コラム
技術コラム
-

2024.09.17
3Dソリューション
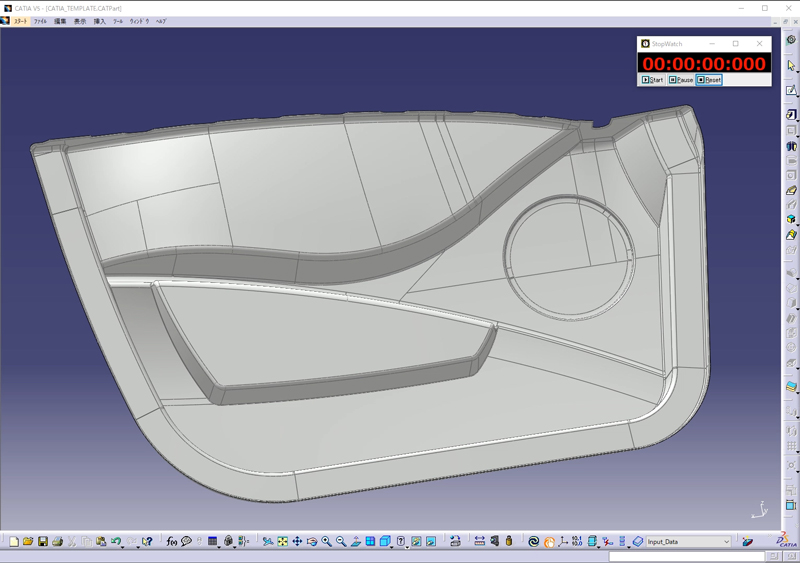
[No.70] 車両開発の生産性向上/品質不具合ゼロを実現するCAD業務自動化ソリューションの活用 - ダイハツ工業株式会社導入事例 -
設計者が欲しいときに,欲しい形状や部品が即座に作れる環境の提供と,設計者による作業手順やアウトプットのバラつきをなくすこと,これらを実現したことで生産性を向上させ,品質不具合ゼロを実現した.
-

2024.09.10
CAE
[No.69] デジタルものづくりフレームワーク - 構想設計から実機生産までの開発効率化 -
デジタル手法のみで構想設計から詳細設計および実機生産を行うフレームワークを、ドローンの開発を例に紹介します。
-
2024.03.13
CAE
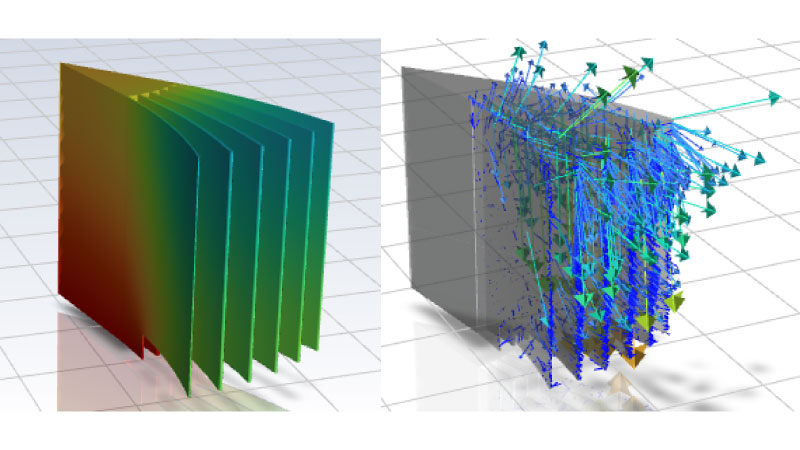
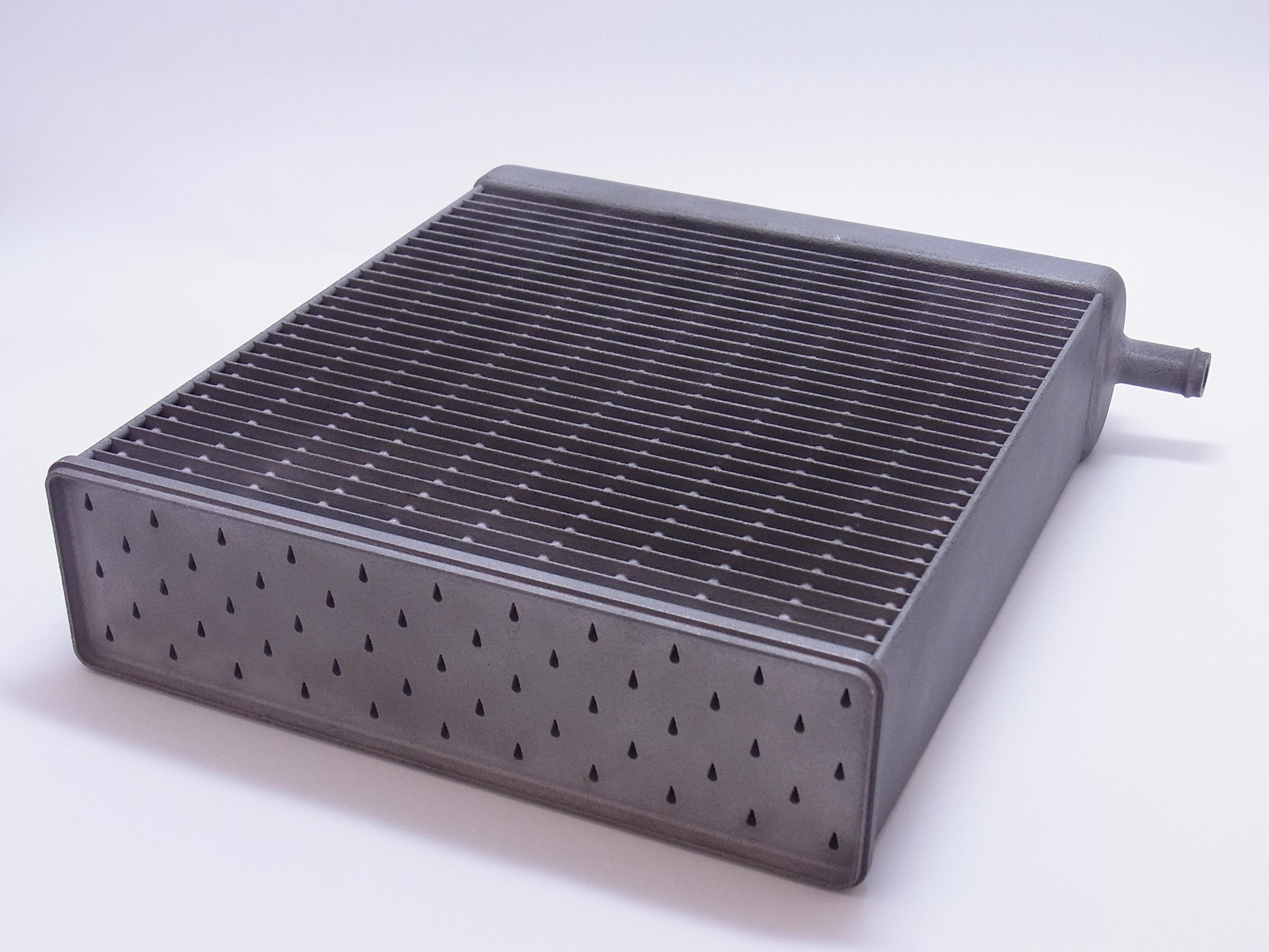
[No.68] 製品開発を進化させるSOLIZEのCAE技術 - 熱流体トポロジー最適化技術開発 -
CPUの空冷ヒートシンクを対象に、SOLIZEの熱流体トポロジー最適化×3Dプリンティング技術について紹介します。
-

2024.01.18
CAE
[No.67] 製品開発を進化させるSOLIZEのCAE技術 - ドローンフライトシミュレータ技術開発 -
CFD(3D CAE)×MBD(1D CAE)によりリアルタイムに流体外乱をフィートバックする、SOLIZEのドローンフライトシミュレータ技術について紹介します。
-

2023.12.05
サイバーセキュリティ
[No.66] 名古屋港ランサムウェア感染事例から学ぶ対策
名古屋港で発生したランサムウェア感染事例を題材に、必要なサイバーセキュリティ対策を考察します。
-

2023.11.21
サイバーセキュリティ
[No.65] 医療現場に必要なサイバーセキュリティ
医療におけるセキュリティの位置づけと、過去のインシデント事例を紹介します。
-
2023.11.07
サイバーセキュリティ
[No.64] SDLCとセキュア開発のはじめの一歩
セキュア開発ライフサイクルと、その基点となる脅威分析・リスク評価について紹介します。
-
2023.11.01
3Dソリューション
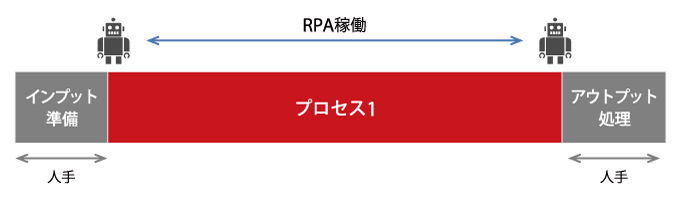
[No.63] システムをまたいだ自動化 -「3DエンジニアリングRPA」が実現する新たなる効率化サービスとは -
「付加価値のない業務」で直面する課題に対し、SOLIZEの3DエンジニアリングRPAが実現することを、事例を交えてご紹介します。
-

2023.01.24
サイバーセキュリティ
[No.62] 自動車業界のサイバーセキュリティへの取り組みや分析活動、エンジニアに必要な考え方
自動車のサイバーセキュリティに焦点を当て、自動車業界のサイバーセキュリティへの取り組みや分析活動、エンジニアに必要な考え方について紹介します。
-

2023.01.17
サイバーセキュリティ
[No.61] サイバー攻撃の種類やその対策、今後の開発でエンジニアが身に付けるべきこと
サイバー攻撃に焦点を当て、攻撃の種類やその対策、今後の開発においてエンジニアが身に付けるべきことについて紹介します。
-

2023.01.11
サイバーセキュリティ
[No.60] 身近にあるサイバーセキュリティを認識することの重要性
身近なサイバーセキュリティに焦点を当て、認識することの重要性について紹介します。
-
2022.05.19
3Dソリューション
[No.59] CADツールにより設計開発を自動化 - 3大CADの自動化機能と個性を知る -
3D CADを活用した設計環境の現状を捉え、SOLIZEが提供するソリューションの一つであるCADツールによる設計開発の自動化について、考察します。
-
2021.12.09
3Dプリント 金属造形
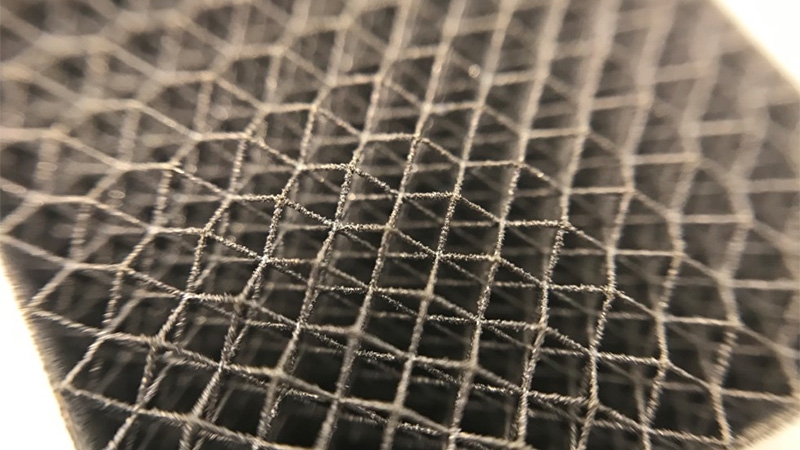
[No.58] 金属3Dプリンターにより作製されたSUS316Lラティス構造の機械特性と解析との相関
SOLIZEは、ラティス構造の静解析と実試験の相関を調査しました。材料はSUS316L、充填率20%、BCCタイプのラティス構造を用いた試験片を製作し、圧縮・引張の静解析および実試験を行いました。
-

2021.08.31
AI
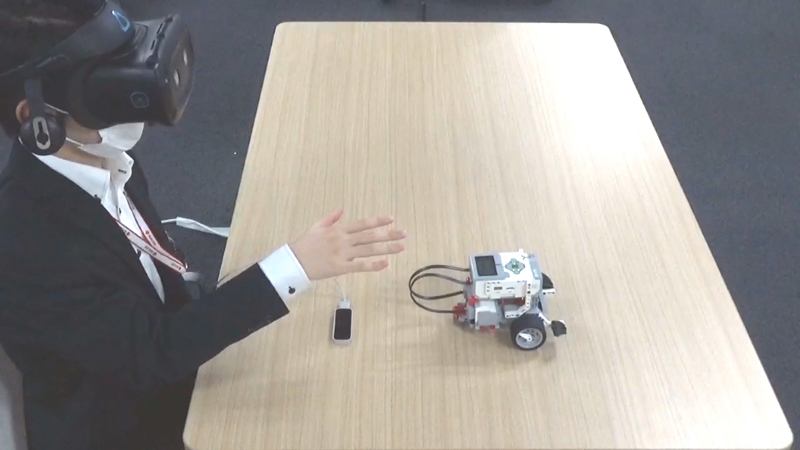
[No.57] 物体検知AIを用いたAIカーの自動追従技術
AI技術を用いてAIカーJetBotを使用し「移動する人を検知させ、自動で追従する技術」について紹介します。
-

2021.08.03
SOLIZEテクノロジーラボ
[No.56] SOLIZEの自動運転シミュレーション技術
ビークルダイナミクスや電動パワートレイン分野のエンジニアリングサービスを提供するSOLIZEの技術を紹介します。
-

2021.07.07
3D CAD
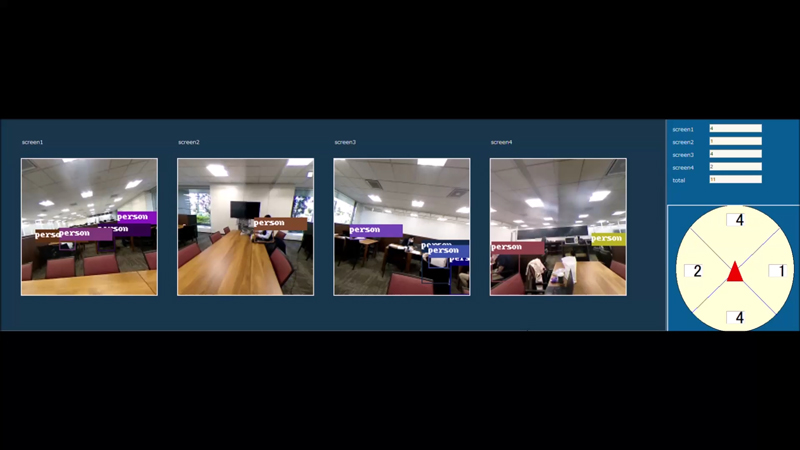
[No.55] 360度映像を用いて物体検出した映像をVRに表示する
No.53では、リアルタイム360度映像を用いて物体検出を行うことにより、人では把握できない死角(後方など)の状況を把握することを目的としていました。今回は、360度映像や物体検出した情報に加工をしてVRに表示をすることで、より直観的、感覚的に検出情報を把握できることを目的としています。
-

2021.04.27
3Dプリント 光造形
[No.54] 光造形用高機能樹脂の開発
萩原恒夫監修:3Dプリンタ用新規材料開発、㈱エヌ・ティー・エス、pp.175-182(2021)より
-
2021.03.22
3D CAD
[No.53] もはや死角なし!360度映像を用いた物体検知
AIなどのデジタル技術が人の仕事を奪うという考え方とは違い、技術を用いて人の能力を高めることを目的とした「人間拡張」という研究分野が存在しており、今後、人や空間のあり方を大きく変える可能性があります。
-
2021.03.03
3Dプリント 金属造形
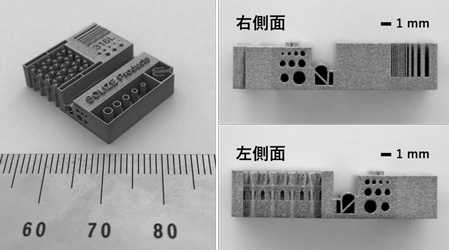
[No.52] 金属3Dプリンタによる薄肉部品の製作技術
肉厚0.1mmの薄肉部品、肉厚0.2mmの気密部品の製作
-
2021.01.08
3D CAD
[No.51] XRが実現する3Dデータ活用の未来
ものづくりにおいて「三現主義」の徹底は非常に重要であり、実際に現場で現物を確認し、現実を認識した上で問題の解決を図ることが、品質の基本とされています。
-
2020.12.09
3Dソリューション
[No.50] CADテンプレートの導入効果 - 設計工数70%削減および標準化を実現 -
昨今、人材不足などにより、労働生産性の向上が求められるようになりました。そのため、業務を自動化・効率化する動きが急速に広がっています。
-
2020.04.15
3Dソリューション
[No.49] 製品設計開発業務へのRPA導入の課題②
働き方改革が叫ばれ業務効率化が求められる昨今、製品設計開発現場におけるルーティンワークの業務効率化が課題となっています。
-
2020.04.08
3Dプリント 金属造形
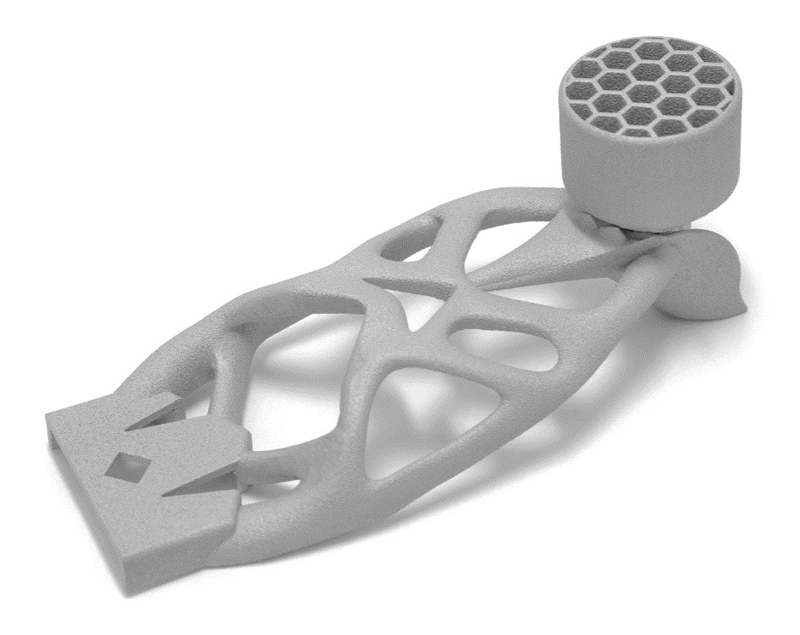
[No.48] 3Dプリンティング(トポロジー最適化・DfAM活用)が実現する製品軽量化
3Dプリンティングは複雑形状の製品製作に適性があり、その結果生じるメリットを過去5回(No.43, No.44, No.45, No.46, No.47)にわたって紹介してきました。
-
2020.01.10
3Dプリント 金属造形
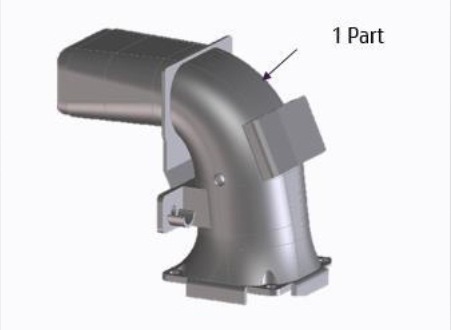
[No.47] 3Dプリンターの特徴を活かした製品設計⑤ - 一体化による製品信頼性向上 -
No.46にて一体化による形状簡略化のメリットを紹介しましたが、部品点数が減ることによる信頼性向上もメリットの一つです。
-
2019.12.04
3Dプリント 金属造形
[No.46] 3Dプリンターの特徴を活かした製品設計④ - 一体化による形状簡略化 -
今回は一体化のメリットの一つとして、「組み付け部の形状簡略化」について紹介します。
-

2019.11.25
3Dプリント 金属造形
[No.45] 3Dプリンターの特徴を活かした製品設計③ - 一体化による工程削減 -
3Dプリンターは、複雑形状の製作時に強みが発揮されます。製品設計において、その強みを活かすための一つの方法として、「複数部品の一体化」が挙げられます。
-
2019.11.18
3Dプリント 金属造形
[No.44] 3Dプリンターの特徴を活かした製品設計② - 複雑形状が得意な理由 -
No.43にて、3Dプリンターは従来工法と比較して複雑形状の製作が得意と紹介しました。今回はその理由を説明します。
-
2019.11.11
3Dプリント 金属造形
[No.43] 3Dプリンターの特徴を活かした製品設計① - コストと形状の複雑さの関係性 -
今回は3Dプリンターが得意とする形状について紹介します。
-
2019.10.07
MBD
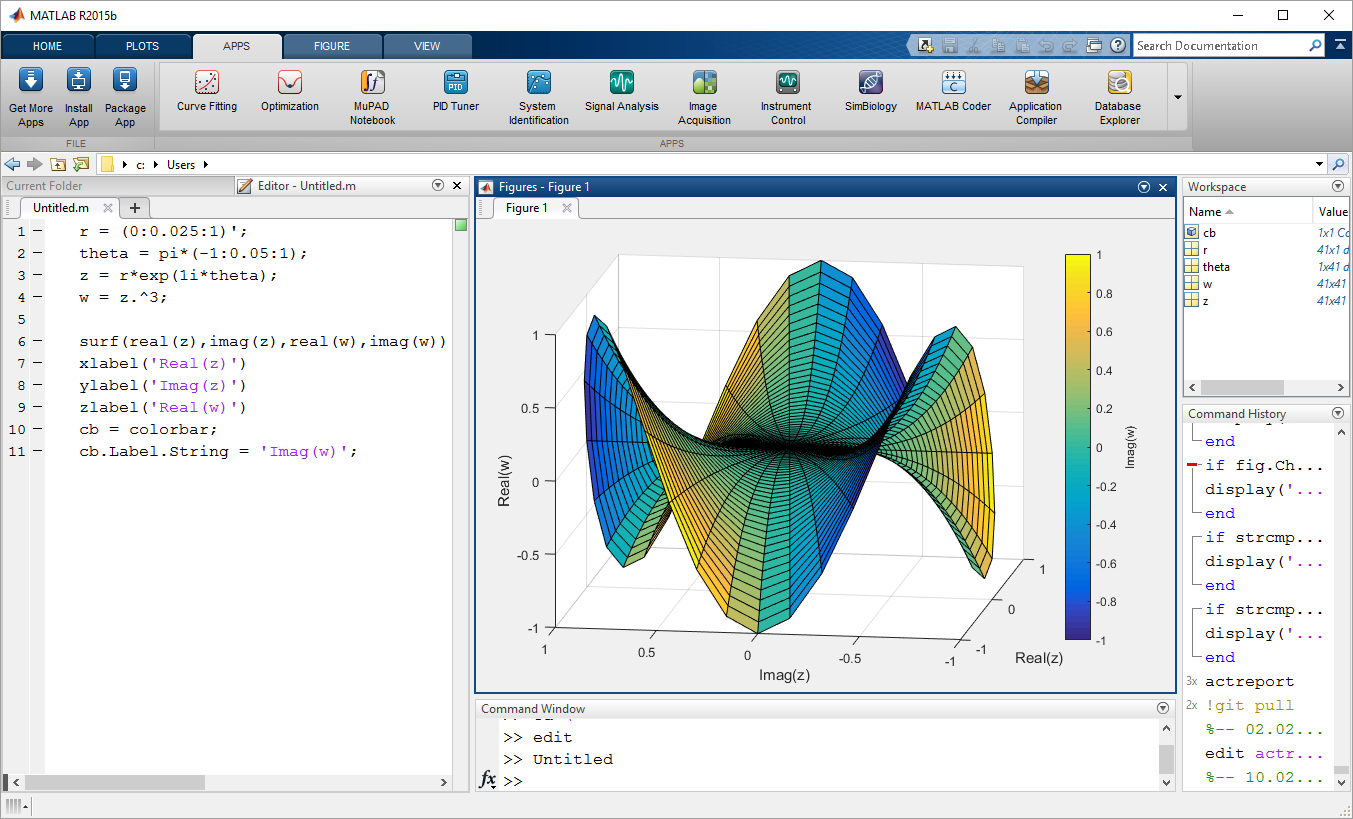
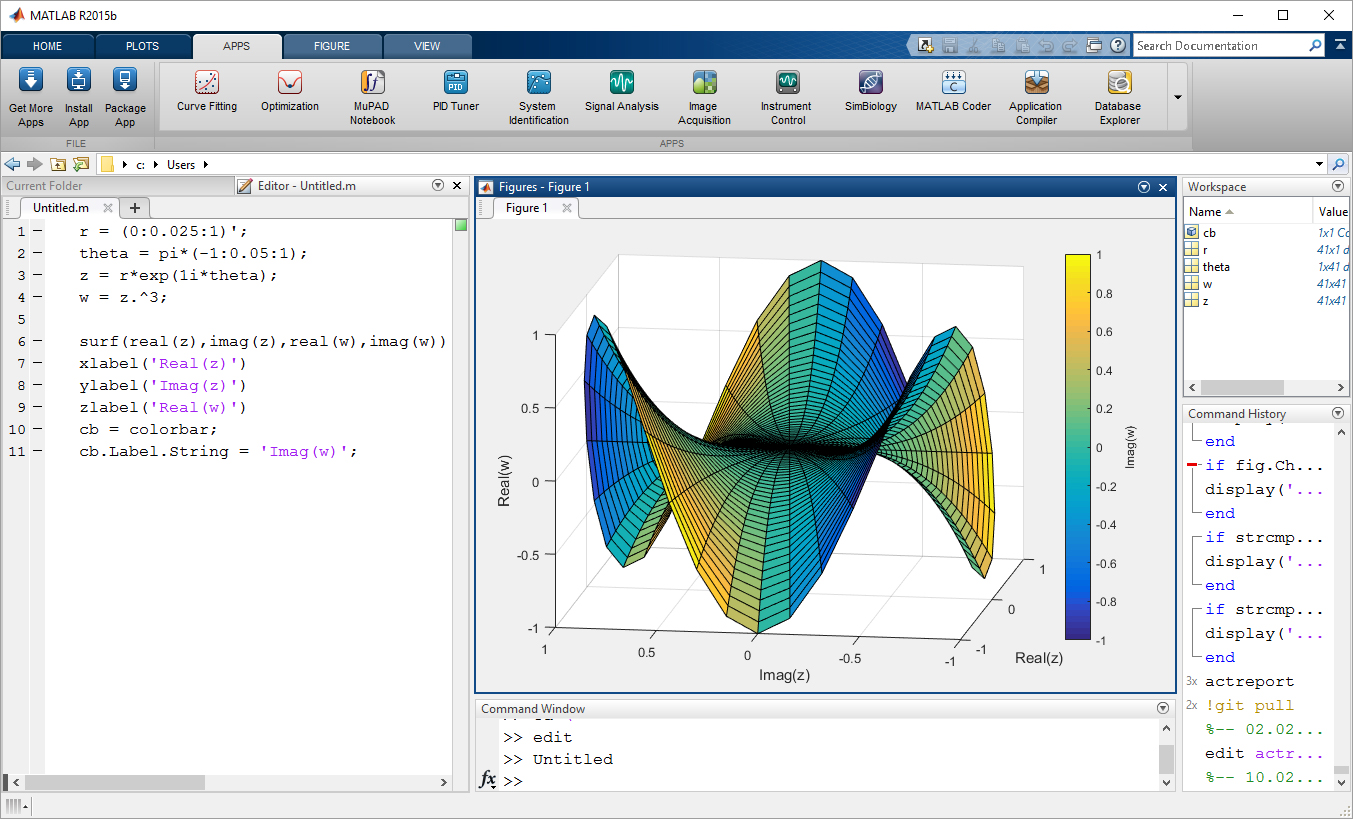
[No.42] MATLAB®とC言語による開発の比較 - それぞれの言語を開発において有効活用する方法② -
No.35にて、任意のカットオフ周波数をもつローパスフィルタの極を求める方法を説明しました。今回は、実際にMATLAB®とC言語を用いて極の計算を行うプログラムを作成し、C言語と比較した場合のMATLAB®の特長を解説します。
-
2019.09.16
3Dプリント 金属造形
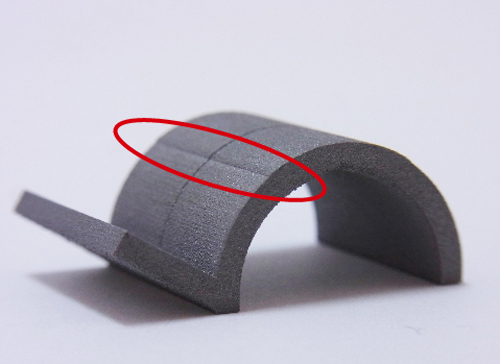
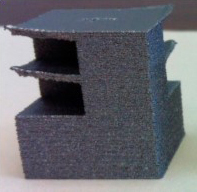
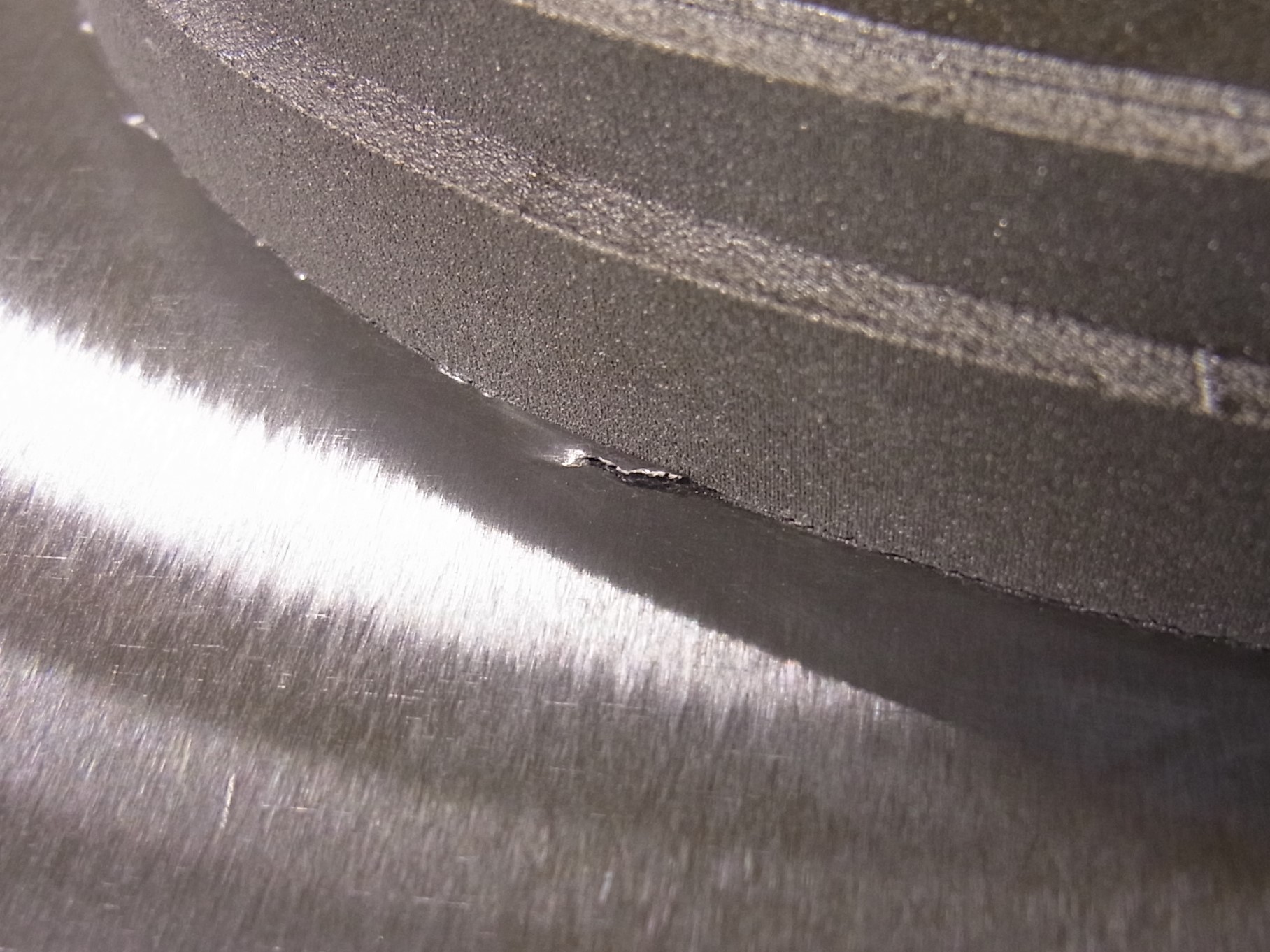
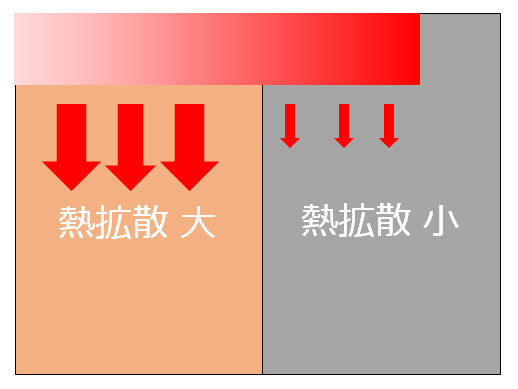
[No.41] 金属3Dプリンターの残留応力が品質へ及ぼす影響③ - ブリッジ形状 -
No.39、No.40にて、温度変化による金属の膨張・収縮が品質にもたらす影響について紹介しました。オーバーハング形状とともに認識しておかないと予期せぬ不具合につながる形状として、ブリッジ形状が挙げられます。
-
2019.09.09
3Dプリント 金属造形
[No.40] 金属3Dプリンターの残留応力が品質へ及ぼす影響② - オーバーハング形状 -
No.39にて、「ビルドプレート」と「造形品」における拘束と残留応力の関係性を紹介しましたが、造形品の「上部」対「下部」でも同様の関係性が成り立ち、上部が下部に拘束されて残留応力が発生します。
-
2019.09.02
3Dプリント 金属造形
[No.39] 金属3Dプリンターの残留応力が品質へ及ぼす影響① - 基本形状 -
金属3Dプリンターでは、金属粉末の溶融・凝固を通して造形品が形成されるため、温度変化の範囲が広くなります。そのため、温度が上がれば膨張し、下がれば収縮するという金属の性質に品質が大きく影響されます。
-
2019.08.23
3Dプリント 金属造形
[No.38] 金属3Dプリンターのオーバーハングが及ぼす下面の品質への影響
No.33、34、36にて、金属3Dプリンターの製品設計におけるオーバーハングの影響と、その影響を低減するためのDfAMについて紹介しました。
-
2019.08.08
3Dソリューション
[No.37] 製品設計開発業務へのRPA導入の課題①
働き方改革が叫ばれ業務効率化が求められる昨今、製品設計開発現場におけるルーティンワークの業務効率化が課題となっています。
-
2019.08.05
3Dプリント 金属造形
[No.36] パウダーベッド方式の金属3DプリンターでのDfAM - 横穴形状 -
No.33、34にて、浅い角度のオーバーハング形状にはサポートが必要であると説明しました。今回は製品設計の工夫でサポートの付与を回避する具体的な手法(DfAM)を紹介します。
-
2019.07.31
MBD
[No.35] MATLAB®とC言語による開発の比較 - それぞれの言語を開発において有効活用する方法① -
システム開発では、C言語に加えてMATLAB®などのシミュレーション言語を利用する機会が増えてきています。開発を効率よく行うためには、C言語とMATLAB®のどちらの方法が適切でしょうか。
-
2019.07.22
3Dプリント 金属造形
[No.34] パウダーベッド方式の金属3DプリンターでのDfAM - サポートが必要な理由② -
No.33にて、パウダーベッド方式の金属3Dプリンターでは、角度の浅いオーバーハング形状にはサポートと呼ばれる保持形状を付与する必要があると説明しました。今回はその中でも必ず対策が必要な製品形状と、その対策を具体的にご紹介します。
-
2019.07.15
3Dプリント 金属造形
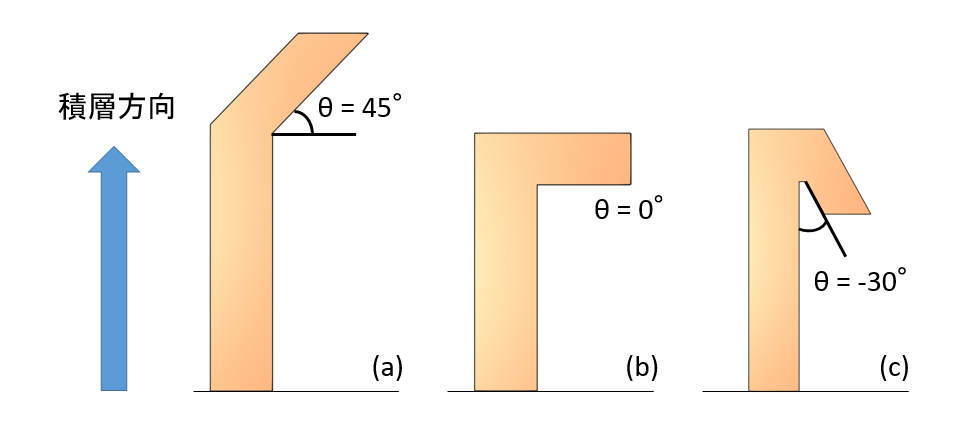
[No.33] パウダーベッド方式の金属3DプリンターでのDfAM - サポートが必要な理由① -
パウダーベッド方式の金属3Dプリンターでは、製品形状によってはサポートと呼ばれる保持形状を同時に造形する必要があります。
-
2019.06.19
3Dプリント 金属造形
[No.32] 金属3Dプリントの微細形状の造形限界
金属3Dプリンターではどこまで微細形状を再現できるのでしょうか。
-

2019.05.09
3Dプリント 金属造形
[No.31] 最終製品への適用と補給部品 - 3D プリンターの最新トレンド -
No.29にて、公益社団法人日本金属学会を紹介しましたが、一般的に学会では技術的な基礎研究の報告がメインで行われます。
-

2019.04.04
3Dプリント 金属造形
[No.29] 超々ジュラルミンの造形 - 金属3Dプリンターに関する最新情報収集の場としての金属学会 -
国内における金属3Dプリンターの最先端の情報を得られる場の一つとして、公益社団法人日本金属学会を紹介します。年2回、春と秋に講演大会が開催されます。
-
2019.03.21
3Dプリント 金属造形
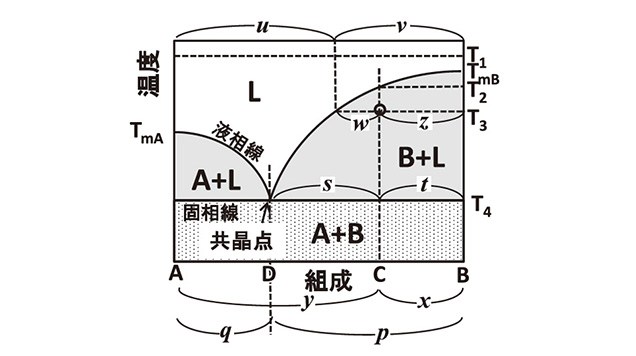
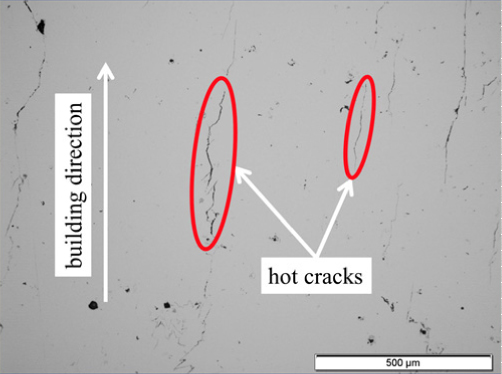
[No.28] 超々ジュラルミン(A7075)が造形時に割れてしまう原理
No.27にて、超々ジュラルミン(A7075)は溶接割れしやすいために造形に不向きであると紹介しました。今回は、溶接割れの原理を解説します。
-
2019.03.04
3Dプリント 金属造形
[No.27] 超々ジュラルミン(A7075)を3Dプリンターで造形できない理由
かつて零戦にも利用された、超々ジュラルミン(JIS規格:A7075)と呼ばれる7000系アルミ合金は、軽量、高強度の材料であり、現在も自動車や航空宇宙産業で利用されています。
-
2019.02.18
3Dプリント 金属造形
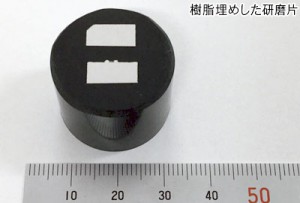
[No.26] 金属3Dプリントで造る微細形状(ラティス構造等)の研磨に適した埋込方法
No.1にて、造形物の断面研磨について述べましたが、断面研磨は密度の確認以外にも活用が可能であり、ラティス構造等、微細な形状の造形品の品質チェックにも役立ちます。
-

2019.01.28
3Dプリント 金属造形
[No.25] パウダーベッド方式の金属3DプリンターでのAM設計 -変形予測と造形方案-
No.24にて、金属3Dプリントをする際の造形方向決定に関して述べました。今回は、決定した造形方向をもとに方案を決めていく際の、進め方の一つを紹介します。
-

2019.01.16
3Dプリント 金属造形
[No.24] パウダーベッド方式の金属3DプリンターでのAM設計 -造形方向-
No.23にて、造形品の品質と生産性を両立するために、サポートの選定だけでなく、形状の再現性や造形方向と合わせて考えていく必要性があることを述べました。今回は、造形方向を検討する際の要点ついてご紹介します。
-

2018.12.19
3Dプリント 金属造形
[No.23] サポート形状の違いによる造形への影響
パウダーベッド方式の金属3Dプリントではサポートが必要とされます。
サポート形状による違いは製品を造形する際にさまざまな影響をもたらします。 -
2018.12.03
3Dプリント 金属造形
[No.22] Ni基超合金造形品のスキャンストラテジーと金属組織の関係
No.21にてAlSi10Mgのスキャンストラテジーと金属組織の関係性を紹介しましたが、今回は同様の手法によるNi基超合金に関する研究を紹介します。
-
2018.11.15
3Dプリント 金属造形
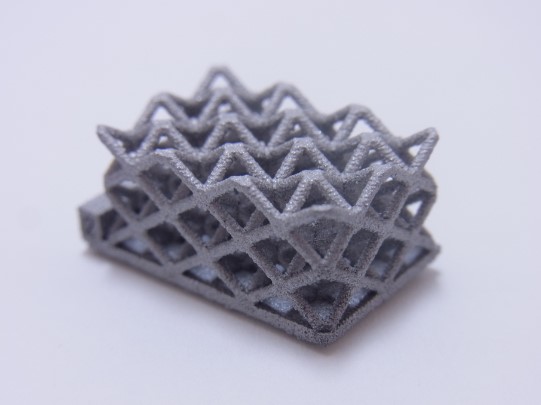
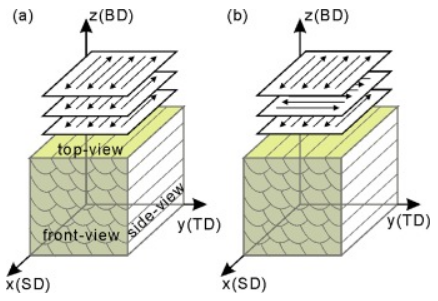
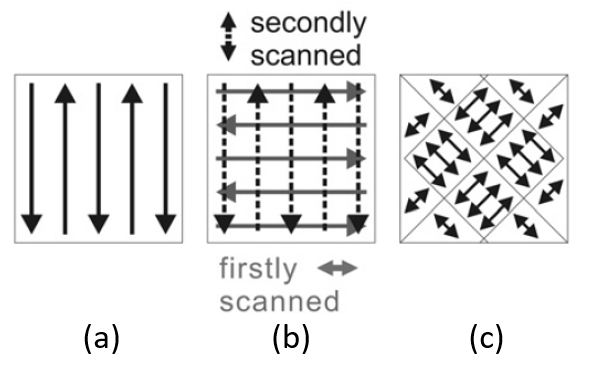
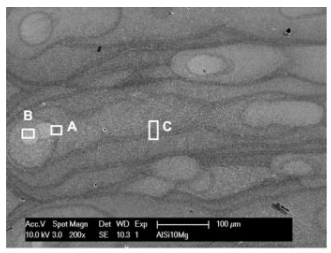
[No.21] アルミニウム造形品のスキャンストラテジーと金属組織の関係
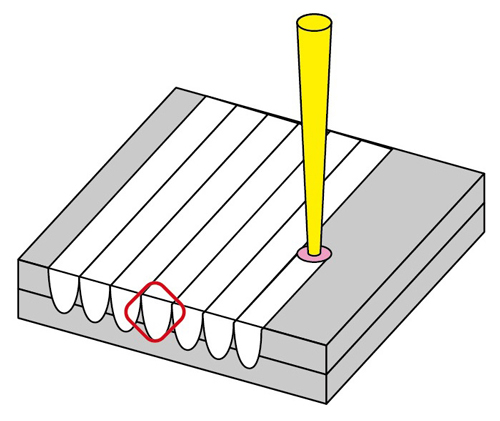
金属3Dプリントでは、レーザースキャンにより生じるビードを並べて面を形成しその面を積層して立体物を造形します。粉末床溶融結合(powder bed fusion)タイプのレーザースキャン1本の線幅はおよそ100µm前後であるため、造形中は、局所的な溶融・凝固が高速で繰り返されています。
-
2018.11.01
3Dプリント 金属造形
[No.20] アルミニウム造形品の微細組織
金属3Dプリント特有の鉛直断面組織で紹介した、金属3Dプリントの水平積層断面では、レーザーの走査跡が見られました。メルトプールと呼ばれるその走査跡は、金属3Dプリントの断面観察では一般的に見られる組織です。
-
2018.10.15
3Dプリント 金属造形
[No.19] Ni基超合金の造形とHIP処理の必要性
析出強化を伴うNi基超合金は、高燃費の航空エンジンの開発を可能にする材料科学の大きな進歩の一つです。
-
2018.10.01
3Dプリント 金属造形
[No.18] 銅の造形
パウダーベッド方式の金属3Dプリントでは各種材料が使われていますが、今後開発が進んでいくと思われる材料の一つに銅があります。
-
2018.09.15
3Dプリント 金属造形
[No.17] タングステンの造形
パウダーベッド方式の金属3Dプリントでは各種材料が使われていますが、今後開発が進んでいくと思われる材料の一つにタングステンがあります。
-
2018.09.01
3Dプリント 金属造形
[No.16] ラティス構造を用いたアプリケーションと解析
ラティス構造を用いる目的の最たるものは軽量化です。
その中でも、今回は金型の入れ子のラティス化の研究を紹介します。 -
2018.08.15
3Dプリント 金属造形
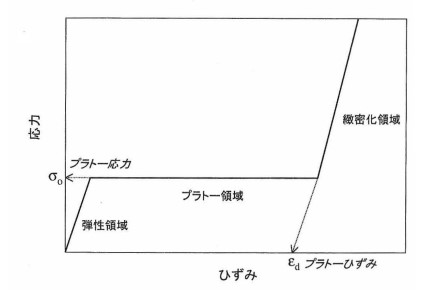
[No.15] 金属ラティス構造の機械的性質
既存の部品をラティス化して軽量化したいと考えた際に気になるのは、「どの程度機械的性質が低下してしまうのか」ですが、金属のラティス構造の機械的性質を検討する上で、参考にされている先行研究としてGibson-Ashbyモデルが挙げられます。
-
2018.08.01
3Dプリント 金属造形
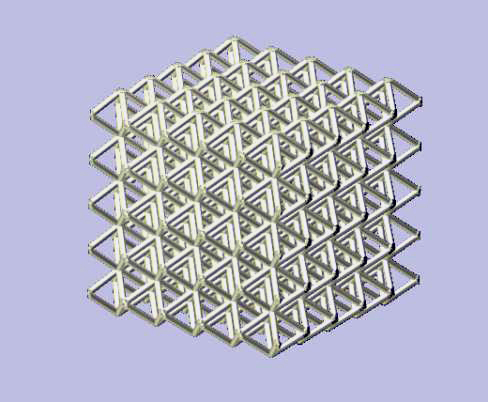
[No.14] 金属3Dプリントで造るラティス
金属3Dプリント(Metal Additive Manufacturing)の特徴を活かした構造の一つに、ラティスがあります。その三次元網目構造を活かして、部材の軽量化、衝撃吸収構造材、人工骨の生体適応機能など、さまざまな分野でこの新しい形状を活用しようという試みがなされています。
-
2018.07.20
3Dプリント 金属造形
[No.13] マグネシウムの造形
パウダーベッド方式の金属3Dプリント(Additive Manufacturing)では、各種の粉が使われていますが、今後開発が進んでいくと思われる材料の一つに、マグネシウム合金があります。
-

2018.07.10
3Dプリント 金属造形
[No.12] アトマイズ方法による造形品の特性の違い
パウダーベッド方式の金属3Dプリント(Additive Manufacturing)で使われる粉は、ガスアトマイズ、プラズマアトマイズ、ディスクアトマイズ、水アトマイズ、プラズマ回転電極法などの方法で作られます。
-
2018.07.04
3Dプリント 金属造形
[No.11] 不活性ガス種による造形品の特性の違い
17-4PH(SUS630相当)は析出硬化型ステンレス鋼で、時効硬化処理により硬度が上がります。
-

2018.06.01
3Dプリント 金属造形
[No.10] ローラーによる粉供給システムの特徴
SOLIZEで使用する3D Systems社の金属3Dプリンターの粉供給システムには、ローラー方式が使われています(Fig.1)。それにより、小さく、真球度の低い粉を扱うことができます。
-
2018.05.15
3Dプリント 金属造形
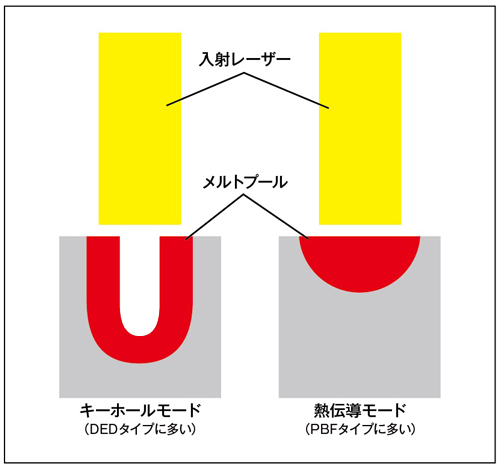
[No.9]タイプ別 金属3Dプリントのメルトプール
金属3Dプリントでは、パウダーベッドフュージョン(PBF)タイプという、1層ずつ粉末を敷いて、レーザーや電子ビームを当てて溶かしていく方式と、ダイレクトエネルギーデポジション(DED)タイプという、粉末を吹き付けてレーザーやアークで溶かしながら積み上げていく方式の2つが主流です。
-
2018.05.01
3Dプリント 金属造形
[No.8]金属3Dプリントのメルトプール
金属3Dプリントでは、溶接の分野と同じく、メルトプールという考え方が使われます。
メルトプールとは、レーザーがあたった部分の金属粉が溶融、液状化して形成される領域です。 -
2018.04.16
3Dプリント 金属造形
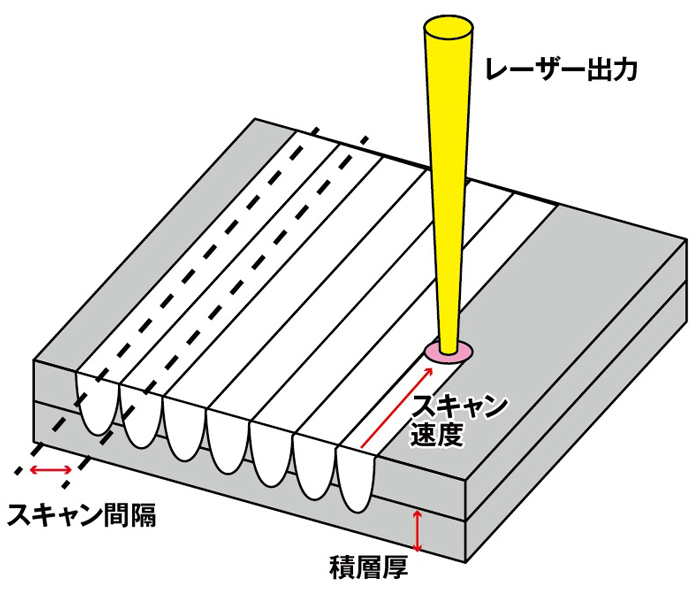
[No.7]金属3Dプリントの造形パラメータとよく使われる指標
金属3Dプリントには、いくつかの主要なパラメータがあります。
特に主要なパラメータは、レーザー出力、スキャン速度、スキャン間隔と積層厚の4つです。 -
2018.04.02
3Dプリント 金属造形
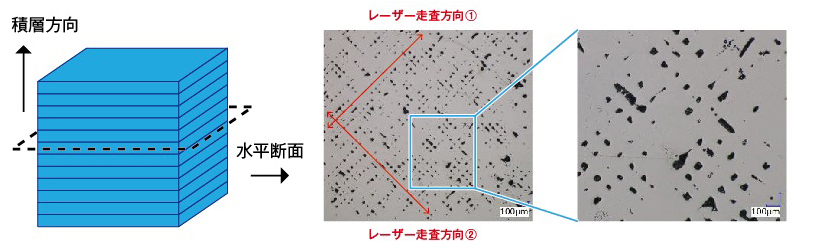
[No.6]金属3Dプリントの欠陥 水平断面
SOLIZEでは、金属3Dプリント特有の水平断面組織でお伝えしたように、一層ごとにレーザーの走査方向を90度直行するように変化させながら造形をしています。
-
2018.03.15
3Dプリント 金属造形
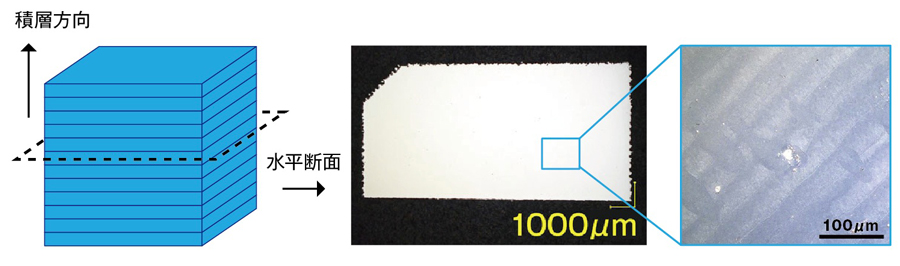
[No.5]金属3Dプリント特有の水平断面組織
金属3Dプリントでは、金属粉末を1層ごとに積み上げ、レーザーで溶融させて形作るため、平面方向の断面にはレーザーの軌跡に対応した金属組織が観察されます。
-
2018.03.01
3Dプリント 金属造形
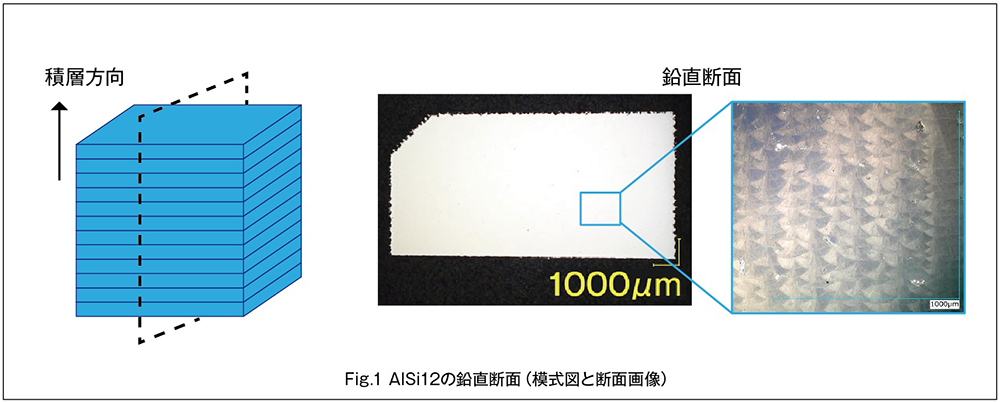
[No.4]金属3Dプリント特有の鉛直断面組織
金属3Dプリントでは造形物を積層して形を作るため、鉛直方向の断面には、規則的に並んだうろこ状の金属組織が観察されます。
-
2018.02.15
3Dプリント 金属造形
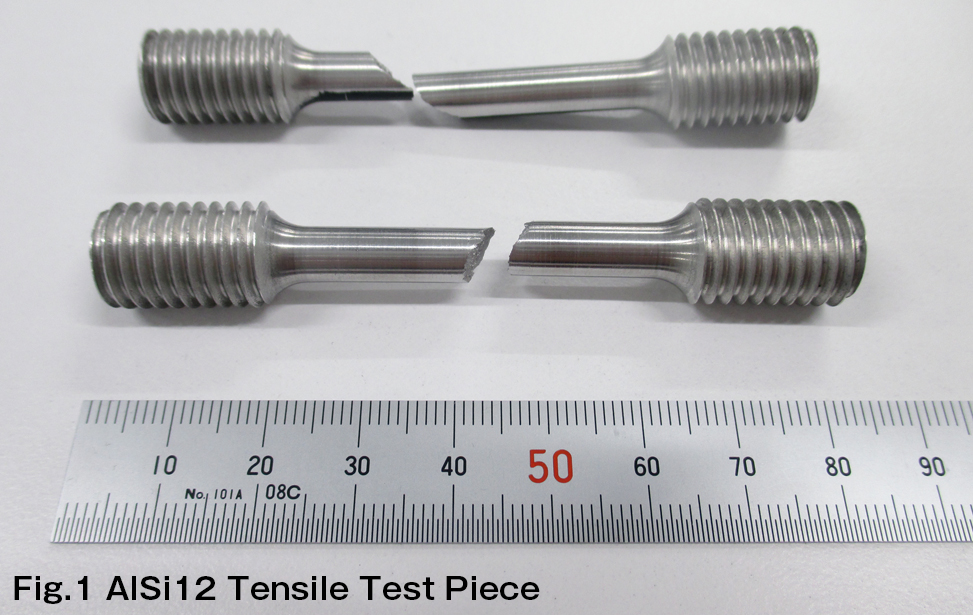
[No.3]アルミニウム金属3Dプリントとダイカストにおける機械的性質の違い
金属3Dプリントで緻密な組織の造形物を製造した場合、その機械的性質は実用に耐えうるものなのでしょうか。
-

2018.02.01
3Dプリント 金属造形
[No.2]造形に使用する粉末のリサイクル
金属3Dプリントでは、金属粉末をレーザーで溶融させ形状を作ります。
その際に、形状にならなかった粉はリサイクルします。 -
2018.01.15
3Dプリント 金属造形
[No.1]造形物の断面研磨と内部観察
金属3Dプリントではレーザー(もしくは電子ビーム)で金属粉末を溶かし、造形を行います。